機(jī)床鑄件的生產(chǎn)工藝分為普通水泥沙鑄造工藝和樹脂砂工藝
1 水泥沙鑄造工藝
水泥沙鑄造工藝:外觀要粗糙一點(diǎn),內(nèi)在要稍差一點(diǎn),因?yàn)樗嗌惩笟庑圆缓茫菀壮鲆恍╄T造的缺陷,比如氣孔、夾渣、包沙、夾雜一些不干凈的氣體。但價格成本便宜,所以在鑄鐵平臺方面較為常用。
2 樹脂砂鑄造工藝
樹脂砂鑄造工藝:透氣性好,就不容易出現(xiàn)以上的那些鑄造缺陷。加上樹脂油固化劑以后,成型很規(guī)矩,鑄件質(zhì)量更高,當(dāng)然成本也高。適合于高質(zhì)量高要求的平臺及機(jī)床鑄件及高端設(shè)備底座,箱體、殼體等,尤其是客戶對質(zhì)量非常認(rèn)真而且舍得出價的這類型的產(chǎn)品。
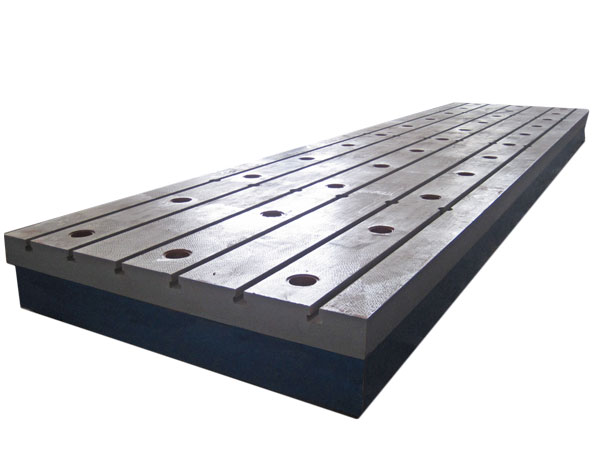
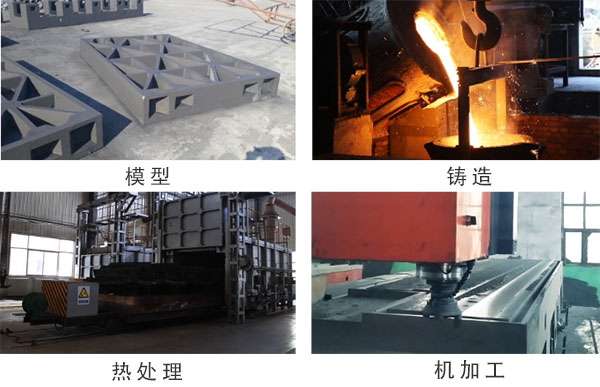
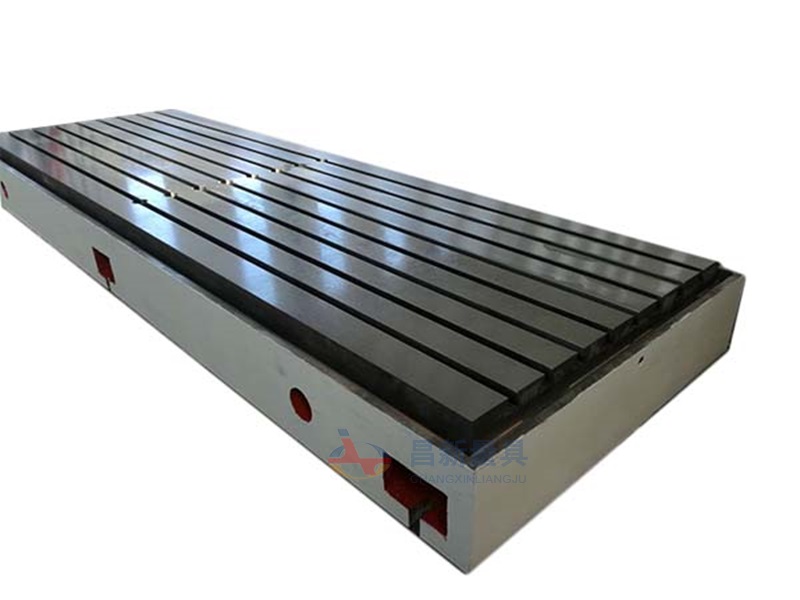
3 鑄鐵機(jī)床平臺生產(chǎn)工藝流程
鑄鐵機(jī)床平臺生產(chǎn)工藝流程說明: 制作模型--造砂型--熔煉、澆鑄--(保溫處理)及清砂--時效處理--粗加工--精加工--出廠檢驗(yàn)--包裝--運(yùn)輸--現(xiàn)場安裝調(diào)試--驗(yàn)收。


鑄件規(guī)格標(biāo)準(zhǔn)大全
鑄件規(guī)格涉及到鋼鐵產(chǎn)品、有色金屬產(chǎn)品、焊接、釬焊和低溫焊、航空航天制造用材料、有色金屬、鐵合金、醫(yī)療設(shè)備、長度和角度測量、道路車輛裝置、管道部件和管道、乘用車、篷車和輕型掛車、內(nèi)河船、黑色金屬、航空航天制造用零部件、無屑加工設(shè)備。.....
機(jī)床調(diào)整墊鐵有哪些優(yōu)點(diǎn)
機(jī)床調(diào)整墊鐵安裝調(diào)整方便,遷移靈活,不用打洞埋設(shè)地腳螺絲,不破壞地面,是機(jī)床設(shè)備安裝工藝的一大改革。能改善同床動態(tài)特性,提高機(jī)床加工精度,具有防震、降低噪音之功能。為設(shè)計(jì)部門解決了因設(shè)備選型困難,造成地面基礎(chǔ)無法確定的矛盾。并通用性廣,適用地面和樓上車間安裝各類機(jī)床與設(shè)備。.....
鑄件毛坯檢測相關(guān)知識
鑄造適用于床身、支架、變速箱、缸體、泵體等形狀較復(fù)雜的零件毛坯,我們生產(chǎn)的鑄鐵平臺也是通過鑄造而來,符合鑄造行業(yè)的基本規(guī)范。鑄件的制造方法主要有砂型鑄造、金屬型鑄造、壓力鑄造、熔模鑄造、離心鑄造等。較常用的是砂型鑄造。當(dāng)毛坯精度要求低、生產(chǎn)批量較小時,采用木模手工造型;當(dāng)毛坯精度要求較高且產(chǎn)量很........
鑄鐵平臺的鑄造方法及工藝特點(diǎn),你應(yīng)該了解
?一、砂型鑄造?適用范圍:最常用的鑄造方法。手工造型適用于單件、小批量和難以使用造型機(jī)的形狀復(fù)雜的大型鑄件。工藝特點(diǎn):手工造型:靈活、易行,人工勞動強(qiáng)度偏高,尺寸精度和表面質(zhì)量較好。簡述:砂型鑄造是當(dāng)今鑄造業(yè)中使用最普遍的鑄造工藝,適用于各種材質(zhì),鐵合金,非鐵合金鑄造都能用砂型鑄造。可以生產(chǎn)從幾十公斤到幾十噸,及更大的鑄造件。砂型鑄造最大的優(yōu)勢是:生產(chǎn)成本低。? ? ? ? ? ? ? ?.....
鑄鐵試驗(yàn)平臺的熱處理中退火和回火工藝有什么區(qū)別
在鑄鐵試驗(yàn)平臺的生產(chǎn)過程中要對工件進(jìn)行對整體熱處理,就是對工件整體加熱,然后以適當(dāng)?shù)乃俣壤鋮s,以改變其整體力學(xué)性能的金屬熱處理工藝。鋼鐵整體熱處理大致有退火、正火、淬火和回火四種基本工藝。今天小編就為大家詳細(xì)介紹一下其中的退火和回火工藝。.....
鑄鐵平臺的鑄造工藝和方法
造型造芯是鑄鐵平板、鑄鐵平臺鑄件形成過程中的關(guān)鍵工序之一,它對鑄件的質(zhì)量、制造成本、生產(chǎn)效率、勞動強(qiáng)度和環(huán)境污染等各方面都有十分重要的影響。鑄鐵平板鑄造方法分為以下幾種: 一、粘土砂濕砂造型工藝多年的生產(chǎn)實(shí)踐表明,具有成本低、污染小、效率高、質(zhì)量好等優(yōu)點(diǎn)的射壓、氣沖造型和靜壓造型等高度機(jī)械化、自動化、高密度濕度造型工藝,將成為我國今后中、小型鑄件生產(chǎn)的重要發(fā)展趨勢。 .....
機(jī)床鑄件造型和澆注時的注意事項(xiàng)
機(jī)床鑄件造型和澆注時的注意事項(xiàng)機(jī)床鑄件在整個過程中最重要的兩個環(huán)節(jié)就是我們的造型和澆注。機(jī)床鑄件優(yōu)先采用砂型鑄造,原因是砂型鑄造比其它鑄造方法成本低、生產(chǎn)工藝機(jī)械化、生產(chǎn)周期不長。當(dāng)濕型不能滿足要求時再考慮使用粘土砂表干砂型、干砂型或其它砂型。機(jī)床鑄件機(jī)床鑄件金屬液的澆注生產(chǎn)中,澆注時應(yīng)遵循高溫出爐,低溫澆注的原則。機(jī)床鑄件在壓砂前注意一下幾點(diǎn):表面殘留金剛砂分布不均,如果直接進(jìn)行壓砂,新砂所占的位置不均勻,從而導(dǎo)致平板的切削力大小不均勻;由于平板經(jīng)常壓砂。使得表面硬化,新砂不易壓進(jìn);壓砂平板表面.....
鑄件上的缺陷是如何生成的以及如何辨別
鑄件上的缺陷是如何生成的以及如何辨別1、針孔的生成針孔比氣孔小,細(xì)而長,如針狀。針孔主要由氫和氧而生成。氫或以分子狀態(tài)存在,或以原子狀態(tài)存在。以分子狀態(tài)存在時如鋼有足夠的氧化亞鐵,則氫與氧化亞鐵的氧化合而成水蒸氣,這種水蒸氣可以直接生成針孔,也可以作為針孔的核心,周圍的氫向其擴(kuò)散,聚集而長大,終于生成針孔。以原子狀態(tài)存在時,則溶解于鋼水中,隨著溫度下降,氫被析出,并迅速擴(kuò)散,或擴(kuò)散至已有核心處,聚集長大或擴(kuò)散至已有析出氧的地方,與氧化合而成水蒸氣,從而生成針孔。在所有情況下,氫的擴(kuò)散都受到相鄰金屬.....